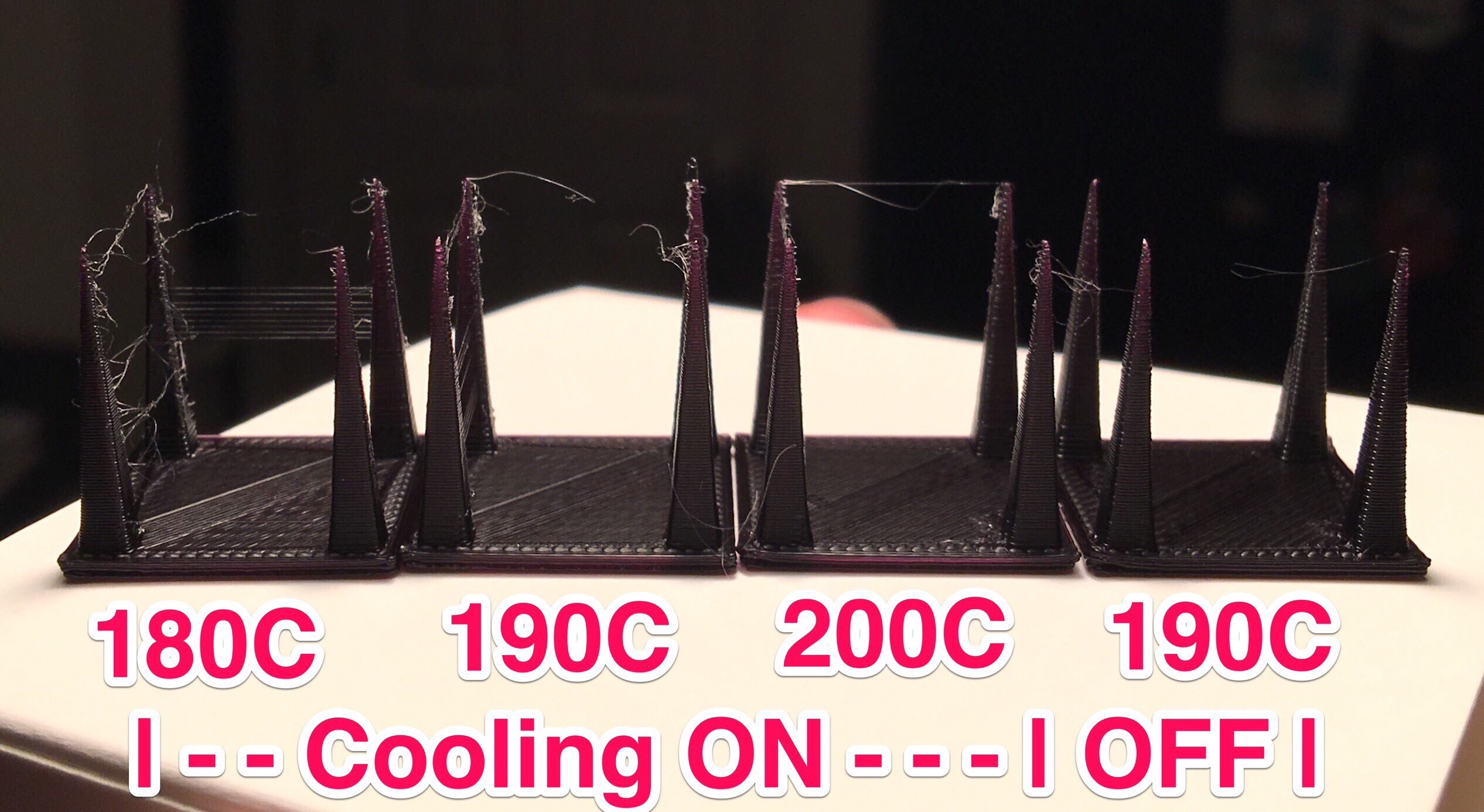
Wow, thanks for the replies @3DPrintEvangelist … it really helps me keep thinking about things. I’m actually running my printer with the extruder cover off (ever since I had to take it off every couple prints when it would jam all of the time). Now it sounds like I should put it back on to help to shield the nozzles from the cooling air. I do notice that they usually don’t even reach 185C, but tend to stay just below. It didn’t occur to me that the actual temperature of the filament is much higher than what’s reported because of the extreme cooling without the cover (the thermistors must sense the outer mass of the aluminum more than the heated center of the nozzle). Let me reinstall that and see how bad the strings are then with cooling on.
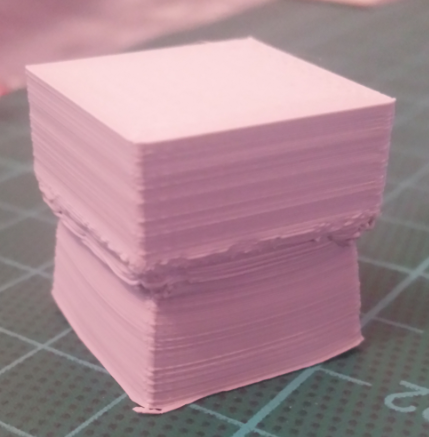
Your cube doesn’t look like it should have changed that much at the cooling levels you describe. That’s some serious shrinkage. Would it do that with black or white zeepro PLA?
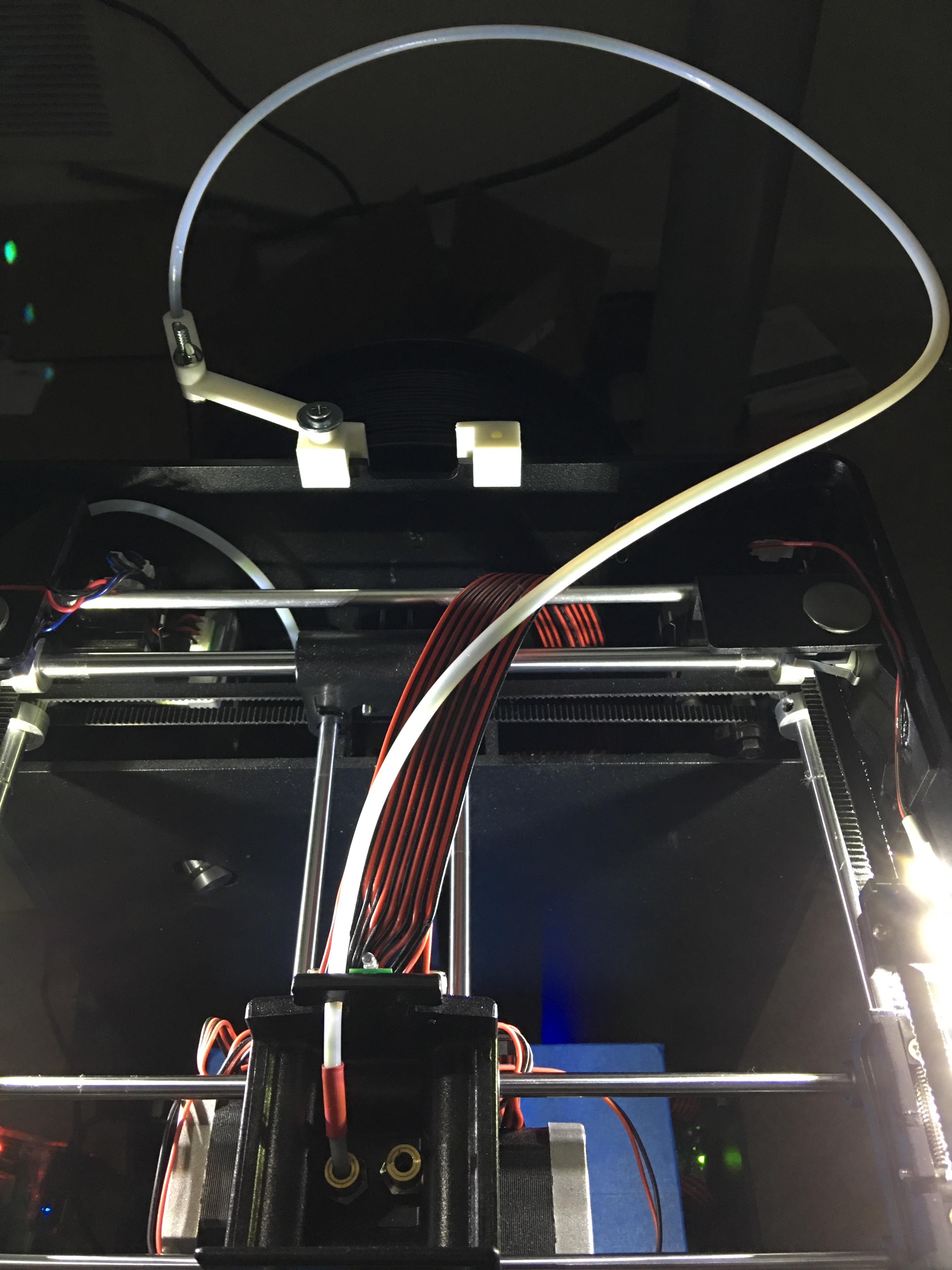
Up until now I’ve been using Zeepro filament, but I just converted my machine to direct feed into the top from a 1KG spool of black Radioshack PLA hanging on the back of the machine. I kind of half expected this new Radioshack PLA to be terrible, but it’s actually really nice so far (no complaints).
Are you running your printer with the top cover off? I noticed that any slight amount of drag on the gantry seriously affects the accuracy. I run it with the top cover off and that little black angle deflector removed.
Second extruder tube removed temporarily while I only have one spool holder and one 1KG spool of filament.
If you are also using Simplify3D please add your profile here: Simplify3D Profiles



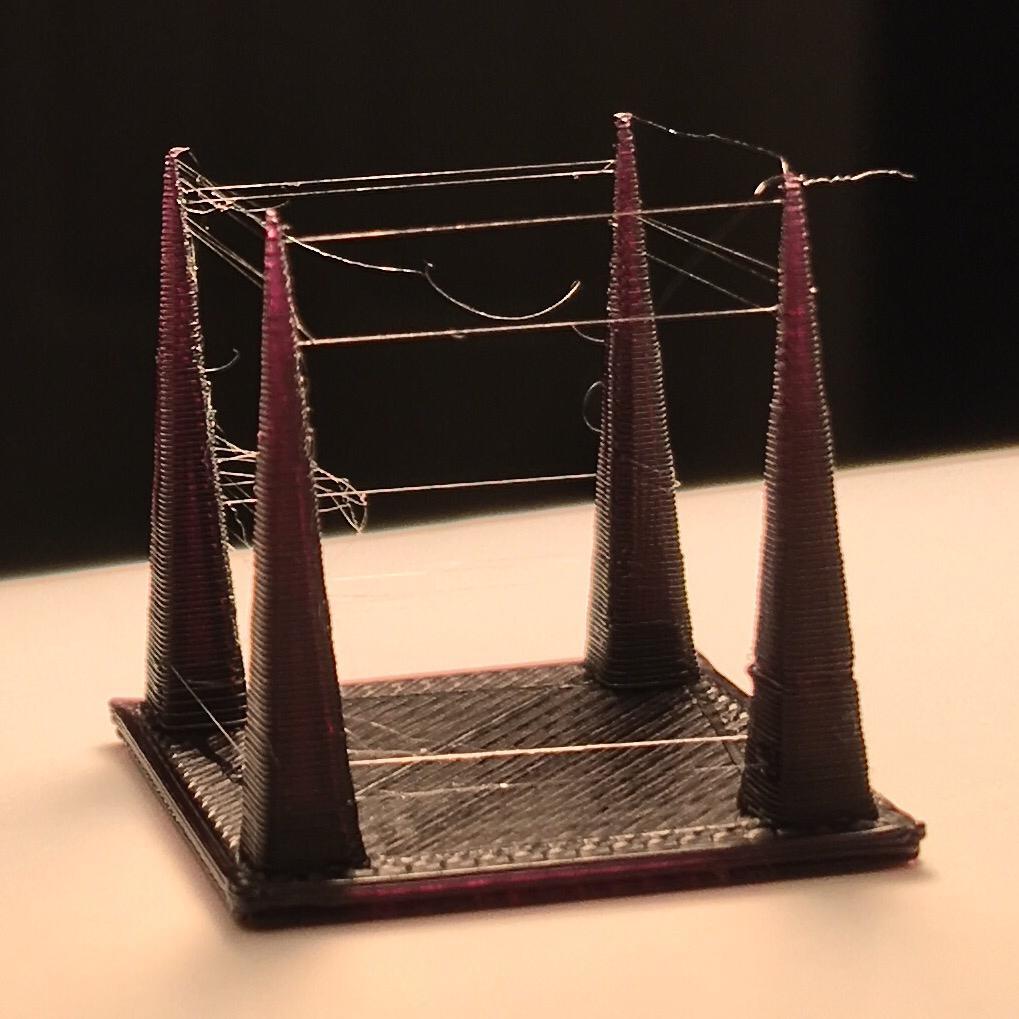
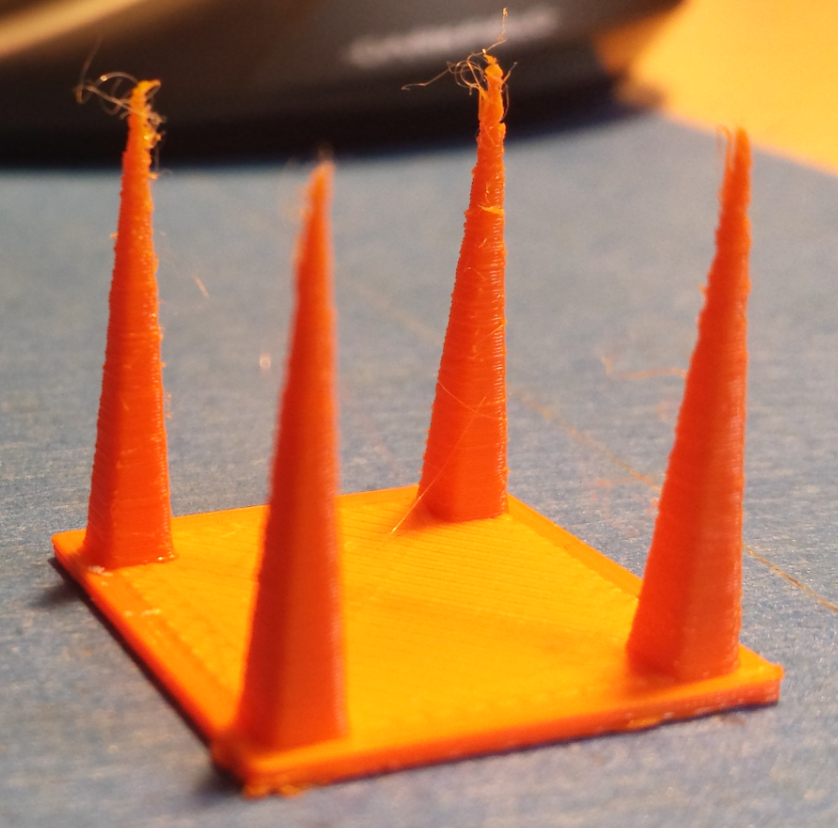
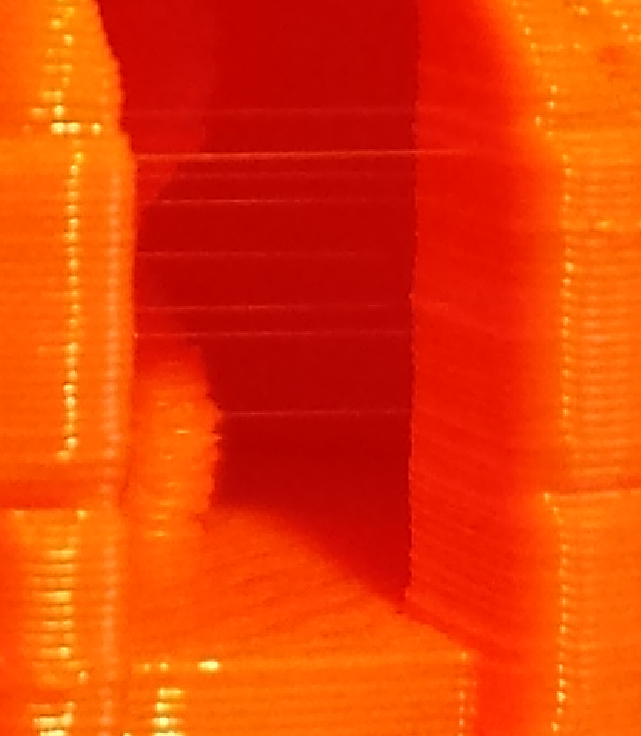
 It’s definitely everywhere the extruder is moving at 80mm/s if that affects things as well. See here:
It’s definitely everywhere the extruder is moving at 80mm/s if that affects things as well. See here: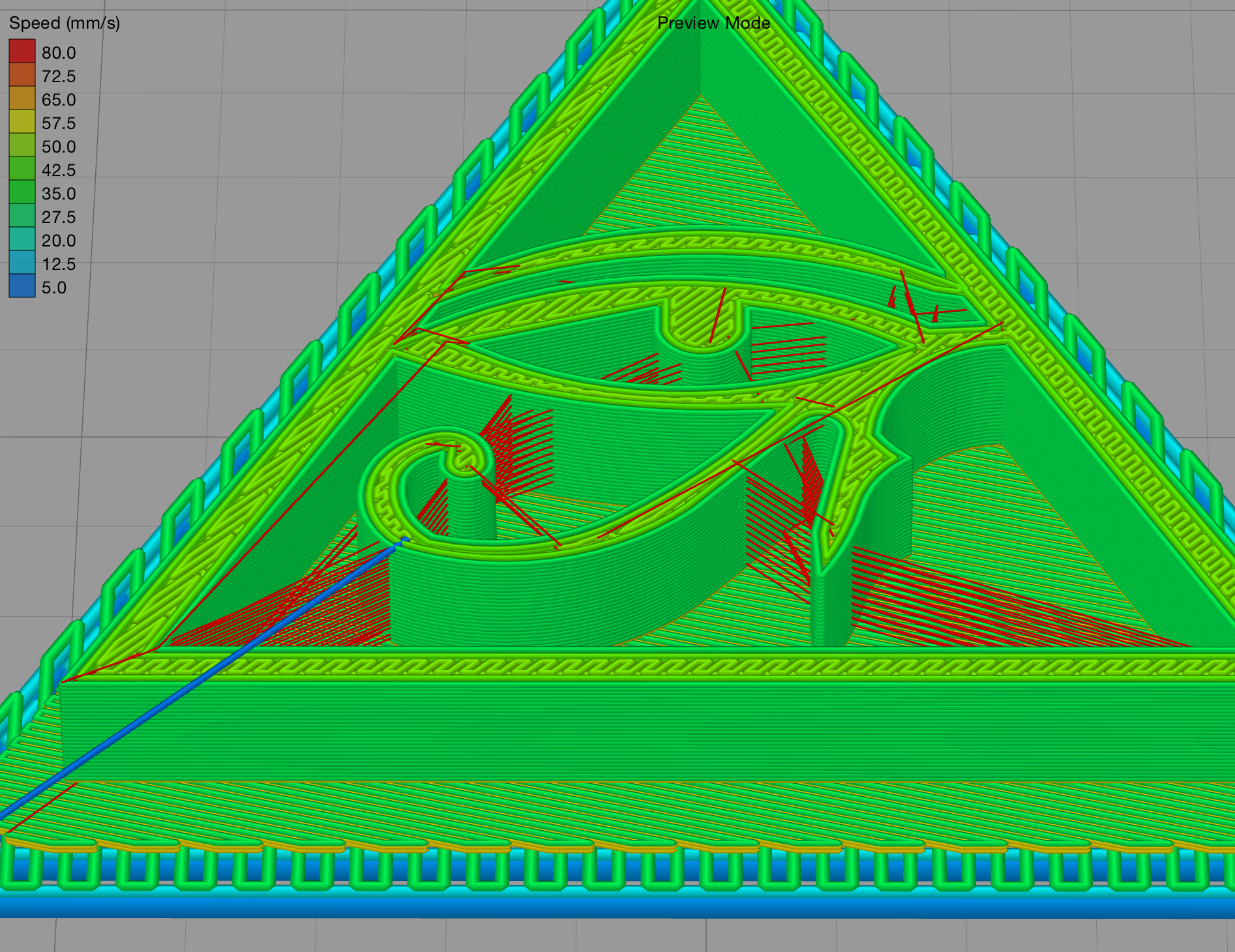


 Maybe there’s a combination of absolute settings that I need to make that work correctly though?
Maybe there’s a combination of absolute settings that I need to make that work correctly though?