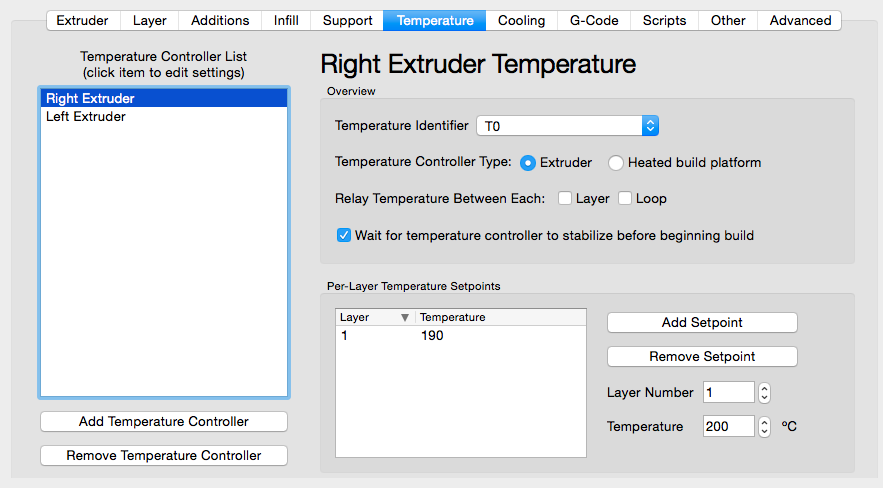
I’m using Octoprint on OEM hardware, and my printer did two things about five minutes into a print, It paused for about ninety seconds, and in those ninety seconds the temperature fell, and once the printer continued to print the temperature never got back up to where it was supposed to be. The lower temperature seemed to cause the layers to stop adhering to each other and eventually I had to stop my print
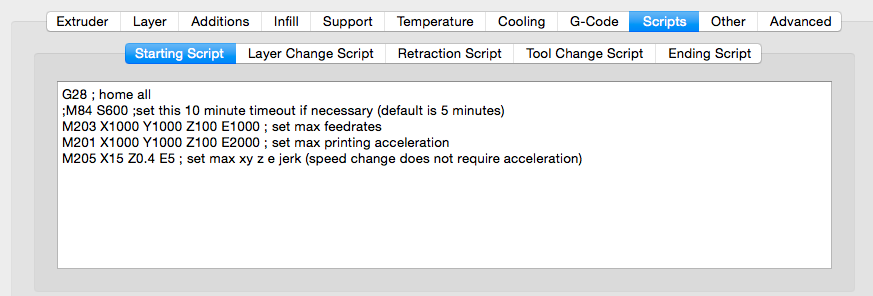
I also have a copy of the Gcode if reading it can help in any way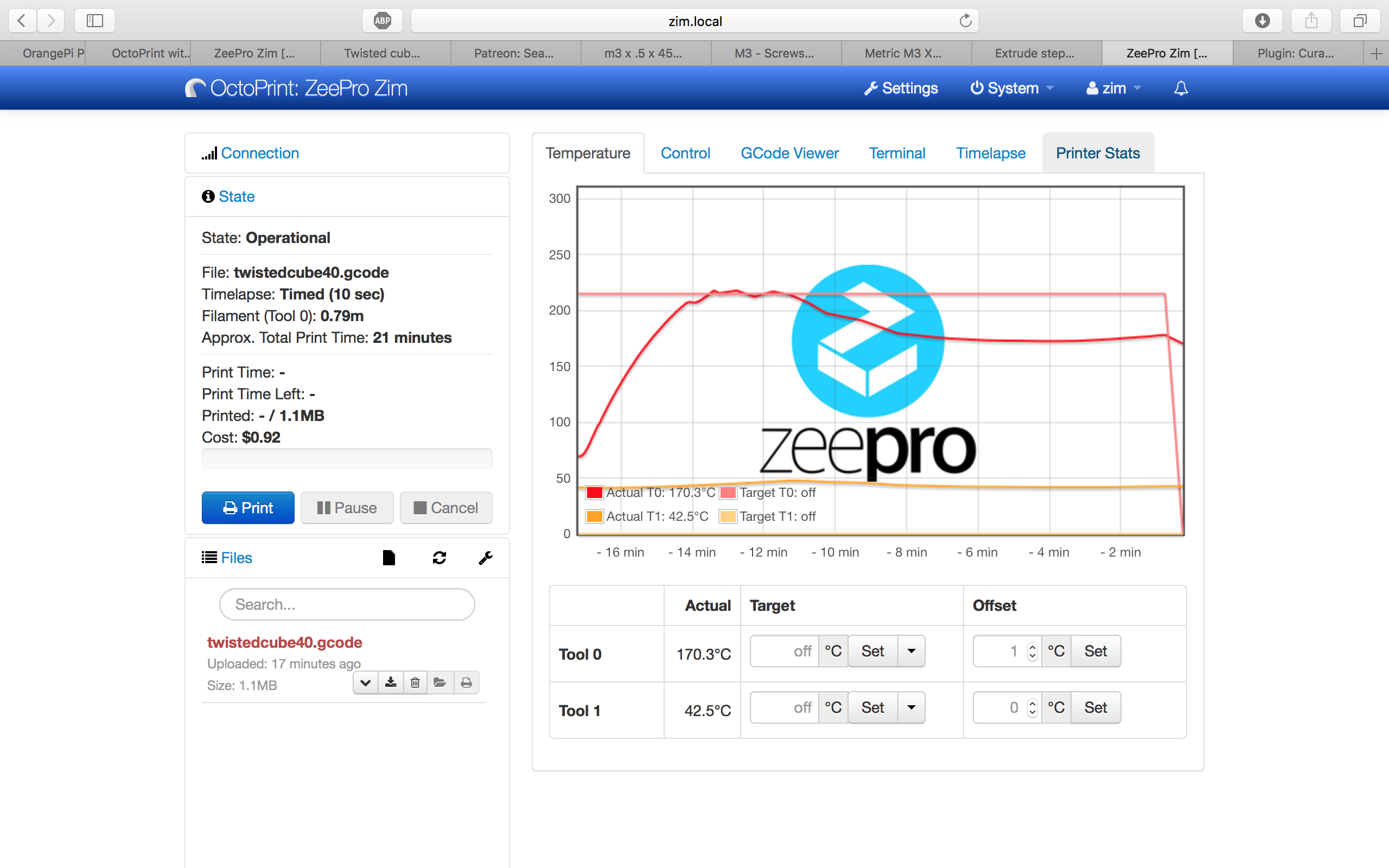
Send: N9724 G1 X69.298 Y72.228 E424.54391*83
Recv: ok
Send: N9725 G1 X69.878 Y72.281 E424.55662*93
Recv: ok
Send: N9726 G1 X70.128 Y72.304 E424.5621*100
Recv: ok
Send: N9727 G1 X70.231 Y72.32 E424.56437*107
Recv: ok
Send: N9728 G1 X70.493 Y72.343 E424.57011*94
Recv: ok
Send: N9729 G1 X71.073 Y72.396 E424.58283*90
Recv: ok
Send: N9730 G1 X71.227 Y72.41 E424.5862*85
Recv: ok
Send: N9731 G1 X71.33 Y72.426 E424.58848*102
Recv: ok
Send: N9732 G1 X71.577 Y72.448 E424.59389*95
Recv: ok
Send: N9733 G1 X72.322 Y72.515 E424.61022*91
Recv: ok
Send: N9734 G1 X72.43 Y72.532 E424.6126*89
Recv: ok
Send: N9735 G1 X73.426 Y72.621 E424.63443*90
Recv: ok
Send: N9736 G1 X73.529 Y72.637 E424.6367*98
Recv: ok
Send: N9737 G1 X74.525 Y72.727 E424.65853*81
Recv: ok
Send: N9738 G1 X74.628 Y72.743 E424.66081*86
Recv: ok
Send: N9739 G1 X75.623 Y72.833 E424.68261*87
Recv: ok
Send: N9740 G1 X75.726 Y72.849 E424.68489*80
Recv: ok
Send: N9741 G1 X77.72 Y73.03 E424.72859*88
Recv: ok
Send: N9742 G1 X77.925 Y73.06 E424.73311*99
Recv: ok
Send: N9743 G1 X79.913 Y73.241 E424.77669*86
Recv: ok
Send: N9744 G1 X80.222 Y73.291 E424.78352*81
Recv: ok
Send: N9745 G1 X82.169 Y73.471 E424.8262*99
Recv: ok
Send: N9746 G1 X82.36 Y73.488 E424.83038*99
Recv: ok
Send: N9747 G1 X82.324 Y73.676 E424.83301*88
Recv: ok
Send: N9748 G1 X82.184 Y74.408 E424.84927*90
Recv: ok
Send: N9749 G1 X82.171 Y74.557 E424.85254*84
Recv: ok
Send: N9750 G1 X81.729 Y74.516 E424.86223*82
Recv: ok
Send: N9751 G1 X79.981 Y74.182 E424.90107*83
Recv: ok
Send: N9752 G1 X78.748 Y74.01 E424.92824*106
Recv: ok
Send: N9753 G1 X77.603 Y73.791 E424.95369*86
Recv: ok
Send: N9754 G1 X76.37 Y73.62 E424.98086*85
Recv: ok
Send: N9755 G1 X75.226 Y73.4 E425.00629*86
Recv: ok
Send: N9756 G1 X74.612 Y73.315 E425.01982*91
Recv: ok
Send: N9757 G1 X74.037 Y73.204 E425.0326*111
Recv: ok
Send: N9758 G1 X73.424 Y73.119 E425.04611*91
Recv: ok
Send: N9759 G1 X72.849 Y73.009 E425.05888*83
Recv: ok
Send: N9760 G1 X72.234 Y72.922 E425.07244*80
Recv: ok
Send: N9761 G1 X71.659 Y72.813 E425.08522*86
Recv: ok
Send: N9762 G1 X71.53 Y72.795 E425.08806*99
Recv: ok
Send: N9763 G1 X71.284 Y72.761 E425.09339*87
Recv: ok
Send: N9764 G1 X71.18 Y72.746 E425.09561*105
Recv: ok
Send: N9765 G1 X71.044 Y72.726 E425.09847*94
Recv: ok
Send: N9766 G1 X70.469 Y72.618 E425.1096*103
Recv: ok
Send: N9767 G1 X70.195 Y72.58 E425.11427*109
Recv: ok
Send: N9768 G1 X70.092 Y72.565 E425.11549*86
Recv: ok
Send: N9769 G1 X69.856 Y72.531 E425.11926*91
Recv: ok
Send: N9770 G1 X69.281 Y72.422 E425.12683*83
Recv: ok
Send: N9771 G0 X69.106 Y72.398*31
Recv: ok
Send: N9772 G0 X69.004 Y72.383*21
Recv: ok
Send: N9773 G1 X68.667 Y72.335 E425.13055*80
Recv: ok
Send: N9774 G1 X68.091 Y72.226 E425.13566*94
Recv: ok
Send: N9775 G1 X68.019 Y72.216 E425.13567*93
Recv: ok
Send: N9776 G0 X67.91 Y72.201*40
Recv: ok
Send: N9777 G1 X67.478 Y72.14 E425.13833*111
Recv: ok
Send: N9778 G1 X66.928 Y72.036 E425.1405*99
Recv: ok
Send: N9779 G1 X66.903 Y72.031 E425.14106*94
Recv: ok
Send: N9780 G1 X66.827 Y72.02 E425.14273*110
Recv: ok
Send: N9781 G1 X66.224 Y71.932 E425.15603*93
Recv: ok
Send: N9782 G1 X66.831 Y71.987 E425.15666*93
Recv: ok
Send: N9783 G0 X66.908 Y71.999*19
Recv: ok
Send: N9784 G0 X66.934 Y72.003*18
Recv: ok
Send: N9785 G1 F1500 E420.65666*49
Recv: ok
Send: N9786 G0 F7800 X67.733 Y72.125*116
Recv: ok
Send: N9787 G0 X82.329 Y73.512*25
Recv: ok
Send: N9788 G0 X82.682 Y71.578*28
Recv: ok
Send: N9789 G0 X82.893 Y69.938*18
Recv: ok
Send: N9790 G0 X82.728 Y71.132*30
Recv: ok
Send: N9791 G1 F1500 E425.15666*54
Recv: ok
Send: N9792 G1 F1800 X82.778 Y70.568 E425.16902*57
Recv: ok
Send: N9793 G1 X82.817 Y70.141 E425.17838*87
Recv: ok
Send: N9794 G1 X82.834 Y70.033 E425.18076*88
Recv: ok
Send: N9795 G1 X82.841 Y69.954 E425.1825*109
Recv: ok
Send: N9796 G1 X82.893 Y69.371 E425.19527*90
Recv: ok
Send: N9797 G1 X82.923 Y69.04 E425.20253*110
Recv: ok
Send: N9798 G1 X82.939 Y68.934 E425.20486*95
Recv: ok
Send: N9799 G1 X82.954 Y68.758 E425.20872*86
Recv: ok
Send: N9800 G1 X83.007 Y68.178 E425.22143*90
Recv: ok
Send: N9801 G1 X83.029 Y67.941 E425.22663*95
Recv: ok
Send: N9802 G1 X83.045 Y67.835 E425.22897*81
Recv: ok
Send: N9803 G1 X83.069 Y67.561 E425.23497*95
Recv: ok
Send: N9804 M105*18
Recv: ok T:178.2 /215.0 B:0.0 /0.0 T0:178.2 /215.0 T1:42.5 /0.0 @:128 B@:0
Send: N9805 G1 X83.122 Y66.981 E425.24768*80
Recv: ok
Send: N9806 G1 X83.135 Y66.841 E425.25075*82
Recv: ok
Send: N9807 G1 X83.151 Y66.735 E425.25309*85
Recv: ok
Send: N9808 G1 X83.184 Y66.364 E425.26122*90
Recv: ok
Send: N9809 G1 X83.19 Y66.294 E425.26276*98
Recv: ok
Send: N9810 G1 X83.24 Y65.744 E425.27481*96
Recv: ok
Send: N9811 G1 X83.257 Y65.636 E425.2772*107
Recv: ok
Send: N9812 G1 X83.346 Y64.643 E425.29896*86
Recv: ok
Send: N9813 G1 X83.362 Y64.537 E425.3013*108
Recv: ok
Send: N9814 G1 X83.452 Y63.544 E425.32306*89
Recv: ok
Send: N9815 G1 X83.468 Y63.438 E425.3254*111
Recv: ok
Send: N9816 G1 X83.558 Y62.445 E425.34716*82
Recv: ok
Send: N9817 G1 X83.574 Y62.339 E425.3495*109
Recv: ok
Send: N9818 G1 X83.755 Y60.347 E425.39316*93
Recv: ok
Send: N9819 G1 X83.785 Y60.139 E425.39775*91
Recv: ok
Send: N9820 G1 X83.966 Y58.152 E425.4413*105
Recv: ok
Send: N9821 G1 X84.016 Y57.843 E425.44813*95
Recv: ok
Send: N9822 G1 X84.197 Y55.887 E425.49101*89
Recv: ok
Send: N9823 G1 X84.214 Y55.696 E425.49519*83
Recv: ok
Send: N9824 G1 X84.402 Y55.731 E425.49782*89
Recv: ok
Send: N9825 G1 X85.121 Y55.869 E425.5138*96
Recv: ok
Send: N9826 G1 X85.27 Y55.882 E425.51706*107
Recv: ok
Send: N9827 G1 X85.23 Y56.32 E425.52666*90
Recv: ok
Send: N9828 G1 X84.895 Y58.071 E425.56558*82
Recv: ok
Send: N9829 G1 X84.723 Y59.305 E425.59277*85
Recv: ok
Send: N9830 G1 X84.504 Y60.449 E425.61819*86
Recv: ok
Send: N9831 G1 X84.332 Y61.682 E425.64537*84
Recv: ok
Send: N9832 G1 X84.113 Y62.828 E425.67083*82
Recv: ok
Send: N9833 G1 X84.028 Y63.442 E425.68436*94
Recv: ok
Send: N9834 G1 X83.917 Y64.017 E425.69715*91
Recv: ok
Send: N9835 G1 X83.832 Y64.63 E425.71065*102
Recv: ok
Send: N9836 G1 X83.722 Y65.205 E425.72343*92
Recv: ok
Send: N9837 G1 X83.635 Y65.819 E425.73697*80
Recv: ok
Send: N9838 G1 X83.539 Y66.325 E425.74821*83
Recv: ok
Send: N9839 G1 X83.526 Y66.394 E425.74973*80
Recv: ok
Send: N9840 G1 X83.472 Y66.78 E425.75784*104
Recv: ok
Send: N9841 G1 X83.457 Y66.886 E425.7598*109
Recv: ok
Send: N9842 G1 X83.439 Y67.009 E425.76215*92
Recv: ok
Send: N9843 G1 X83.331 Y67.584 E425.77281*94
Recv: ok
Send: N9844 G1 X83.291 Y67.87 E425.77745*105
Recv: ok
Send: N9845 G1 X83.276 Y67.975 E425.77758*89
Recv: ok
Send: N9846 G1 X83.244 Y68.198 E425.78007*93
Recv: ok
Send: N9847 G1 X83.135 Y68.773 E425.78782*80
Recv: ok
Send: N9848 G0 X83.109 Y68.958*28
Recv: ok
Send: N9849 G0 X83.094 Y69.064*31
Recv: ok
Send: N9850 G1 X83.048 Y69.386 E425.7911*110
Recv: ok
Send: N9851 G1 X82.939 Y69.962 E425.79574*87
Recv: ok
Send: N9852 G0 X82.928 Y70.045*17
Recv: ok
Send: N9853 G0 X82.913 Y70.154*25
Recv: ok
Send: N9854 G1 X82.853 Y70.575 E425.79798*93
Recv: ok
Send: N9855 G1 X82.747 Y71.135 E425.79969*87
Recv: ok
Send: N9856 G1 X82.744 Y71.15 E425.80002*102
Changing monitoring state from 'Printing' to 'Operational'
Recv: ok
Send: M84
Recv:
Recv: ok
Send: M104 S0 T0
Recv:
Recv: ok
Send: M104 S0 T1
Recv:
Recv: ok
Send: G0 Z150 F600
Recv: ok
Send: M104 T0 S0
Recv:
Recv: ok
Send: M104 T1 S0
Recv:
Recv: ok
Send: M107
Recv:
Recv: ok
Send: M106 S0
Recv:
Recv: ok
Send: M1203
Recv:
Recv: ok
Recv: echo:endstops hit: Z:139.44
Send: M105
Recv: ok T:170.3 /0.0 B:0.0 /0.0 T0:170.3 /0.0 T1:42.5 /0.0 @:0 B@:0
Send: M105
Recv: ok T:159.5 /0.0 B:0.0 /0.0 T0:159.5 /0.0 T1:43.1 /0.0 @:0 B@:0
Send: M105
Recv: ok T:149.0 /0.0 B:0.0 /0.0 T0:149.0 /0.0 T1:43.4 /0.0 @:0 B@:0
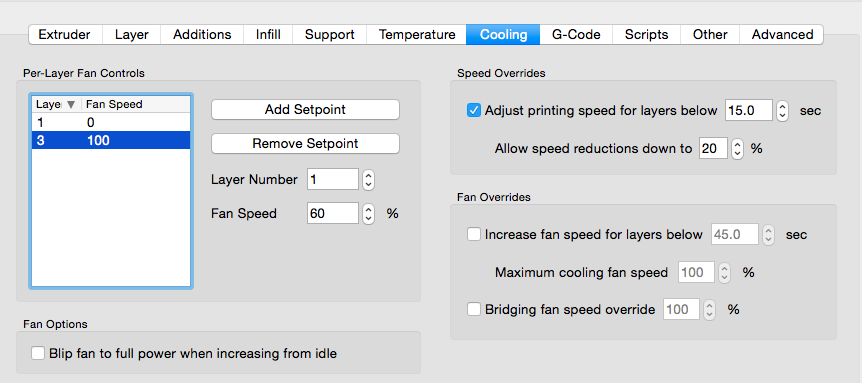
UPDATE: I think the problem is the print cooling fan that keeps the extruder from maintaining temperature. Does anyone know how to lower the speed of the extruder fan?