Interesting to note as well, before a print is started the response is slightly different:
Send: M105
Recv: ok T:25.7 /0.0 B:0.0 /0.0 T0:25.7 /0.0 T1:25.9 /0.0 @:0 B@:0
and after (this is not the M105 but the M109 set and wait command):
Send: N4 M109 T1 S200*43
Recv: T:153.8 E:1 W:? T0:30.5 /0.0 T1:153.8 /200.0 B:0.0 /0.0
Once it reaches temp it’s not waiting any more and starts sending M105’s again (last 4 lines here)… which it apparently knows how to process just fine:
Recv: T:199.6 E:1 W:8 T0:36.2 /0.0 T1:199.6 /200.0 B:0.0 /0.0
Recv: T:200.1 E:1 W:7 T0:36.2 /0.0 T1:200.1 /200.0 B:0.0 /0.0
Recv: T:200.5 E:1 W:6 T0:36.2 /0.0 T1:200.5 /200.0 B:0.0 /0.0
Recv: T:201.0 E:1 W:5 T0:36.3 /0.0 T1:201.0 /200.0 B:0.0 /0.0
Recv: T:201.5 E:1 W:4 T0:36.3 /0.0 T1:201.5 /200.0 B:0.0 /0.0
Recv: T:202.0 E:1 W:3 T0:36.4 /0.0 T1:202.0 /200.0 B:0.0 /0.0
Recv: T:202.5 E:1 W:2 T0:36.6 /0.0 T1:202.5 /200.0 B:0.0 /0.0
Recv: T:203.0 E:1 W:1 T0:36.7 /0.0 T1:203.0 /200.0 B:0.0 /0.0
Recv: T:203.2 E:1 W:0 T0:36.6 /0.0 T1:203.2 /200.0 B:0.0 /0.0
Recv:
Recv: ok
Send: N5 G17*26
Recv: Unknown command: "N5 G17*26"
Recv:
Recv: ok
Send: N6 G21*28
Recv:
Recv: ok
Send: N7 G90*23
Recv:
Recv: ok
Send: N8 M82*17
Recv:
Recv: ok
Send: N9 M107*44
Recv:
Recv: ok
Send: N10 M203 X10000 Y10000 Z600 E250*12
Recv:
Recv: ok
Send: N11 G28*35
Recv:
Recv: ok
Send: N12 G1 Z15.0 F(travel_speed)*60
Recv: ok
Send: N13 T1*9
Recv: echo:Active Extruder: 1
Recv:
Recv: ok
Send: N14 G92 E0*114
Recv:
Recv: ok
Send: N15 G1 F200 E10*44
Recv: ok
Send: N16 G92 E0*112
Recv:
Recv: ok
Send: N17 G1 F200 E-16*5
Recv: ok
Send: N18 G1 F7200*114
Recv: ok
Send: N19 M107*29
Recv:
Recv: ok
Send: N20 G0 F7200 X49.671 Y49.658 Z0.250*33
Recv: ok
Send: N21 G0 X49.347 Y50.075*17
Recv: ok
Send: N22 G1 F1800 X49.671 Y49.658 E0.01647*50
Recv: ok
Send: N23 G1 X52.620 Y47.393 E0.13241*95
Recv: ok
Send: N24 G1 X56.065 Y45.966 E0.24868*92
Recv: ok
Send: N25 G1 X59.759 Y45.480 E0.36486*80
Recv: ok
Send: N26 G1 X63.455 Y45.966 E0.48110*83
Recv: ok
Send: N27 G1 X66.901 Y47.392 E0.59739*85
Recv: ok
Send: N28 G1 X69.857 Y49.662 E0.71360*81
Recv: ok
Send: N29 G1 X72.128 Y52.620 E0.82988*87
Recv: ok
Send: N30 G1 X73.555 Y56.065 E0.94615*95
Recv: ok
Send: N31 G1 X74.041 Y59.761 E1.06239*85
Recv: ok
Send: N32 G1 X73.622 Y62.948 E1.16262*80
Recv: ok
Send: N33 G1 X73.547 Y63.470 E1.17907*95
Recv: ok
Send: N34 G1 X72.328 Y66.417 E1.27851*83
Recv: ok
Send: N35 M105*17
Recv: ok T:200.0 /200.0 B:0.0 /0.0 T0:37.9 /0.0 T1:200.0 /200.0 @:0 B@:0
Send: N36 M105*18
Recv: ok T:200.0 /200.0 B:0.0 /0.0 T0:37.9 /0.0 T1:200.0 /200.0 @:0 B@:0
I tried installing the YamlPatcher plugin and applying this option with no change:
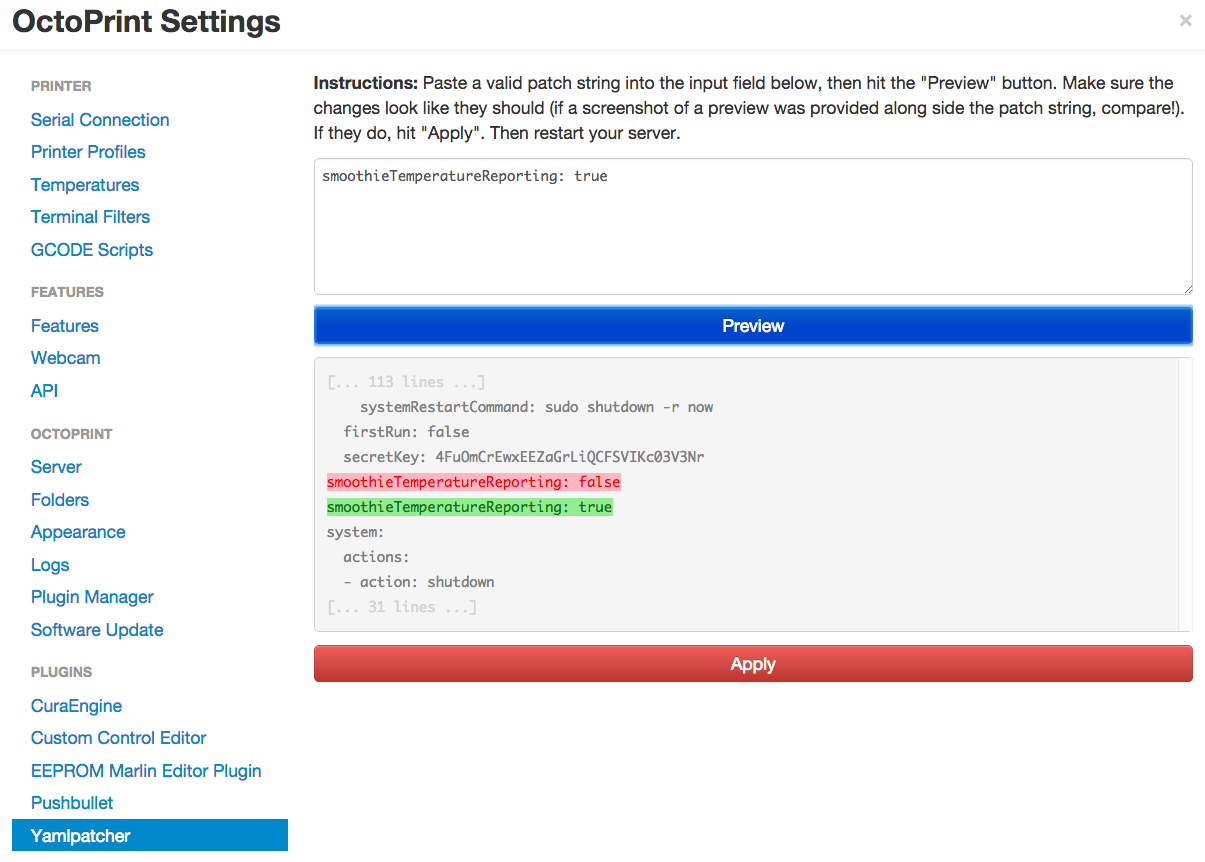
 , though it is not what the original Marlin does (e.g. appears OctoPrint isn’t compatible with Marlin and dual extruders without some modifications).
, though it is not what the original Marlin does (e.g. appears OctoPrint isn’t compatible with Marlin and dual extruders without some modifications). in Simplify3D.
in Simplify3D.