If anybody slices with cura (I do, because i´ts easy to use and available in german language), you will probably have noticed that the temperatures are not set when executing the g-code. This is because by default, the lines for the temperature starts with a semicolon ( ; ) which prevents the line from being executed.
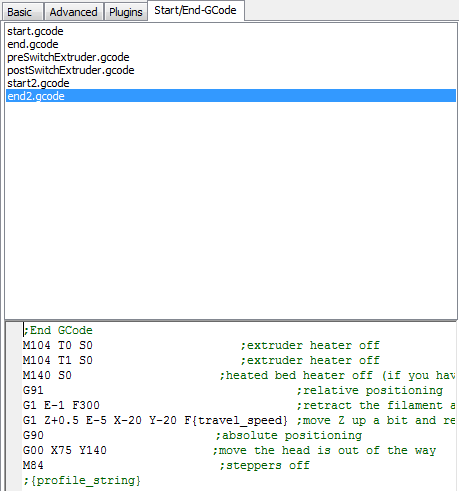
So, if you think about simply removing the semicolon in the Start/End G-Code Tab, you´ll be surprised that heating takes ages… Maybe in other slicers it is the same?
The reason for the long time is that the commands in the g-code heat the Platform and wait for the temperature to be reached. After that, the Extruder heats up… What a waste of time:
M190 S{print_bed_temperature} ;Set bed temperature and wait
M109 S{print_temperature} ;Set extruder temperature and wait
So,
if you want to accelerate this process you can set the G-commands in a way that all heaters start at the same time and the print starts after the last has reached it´s target temperature:
;Set hotends and bed to their temps and continue
M140 S{print_bed_temperature} ;set bed temperature, no wait
M104 T0 S{print_temperature} ;set EX0 temperature, no wait
M104 T1 S{print_temperature2} ;set EX1 temperature, no wait
;set temps again and wait
M190 S{print_bed_temperature} ;set bed temp and wait
M109 T0 S{print_temperature} ;set EX0 temp and wait
M109 T1 S{print_temperature2} ;set EX1 temp and wait
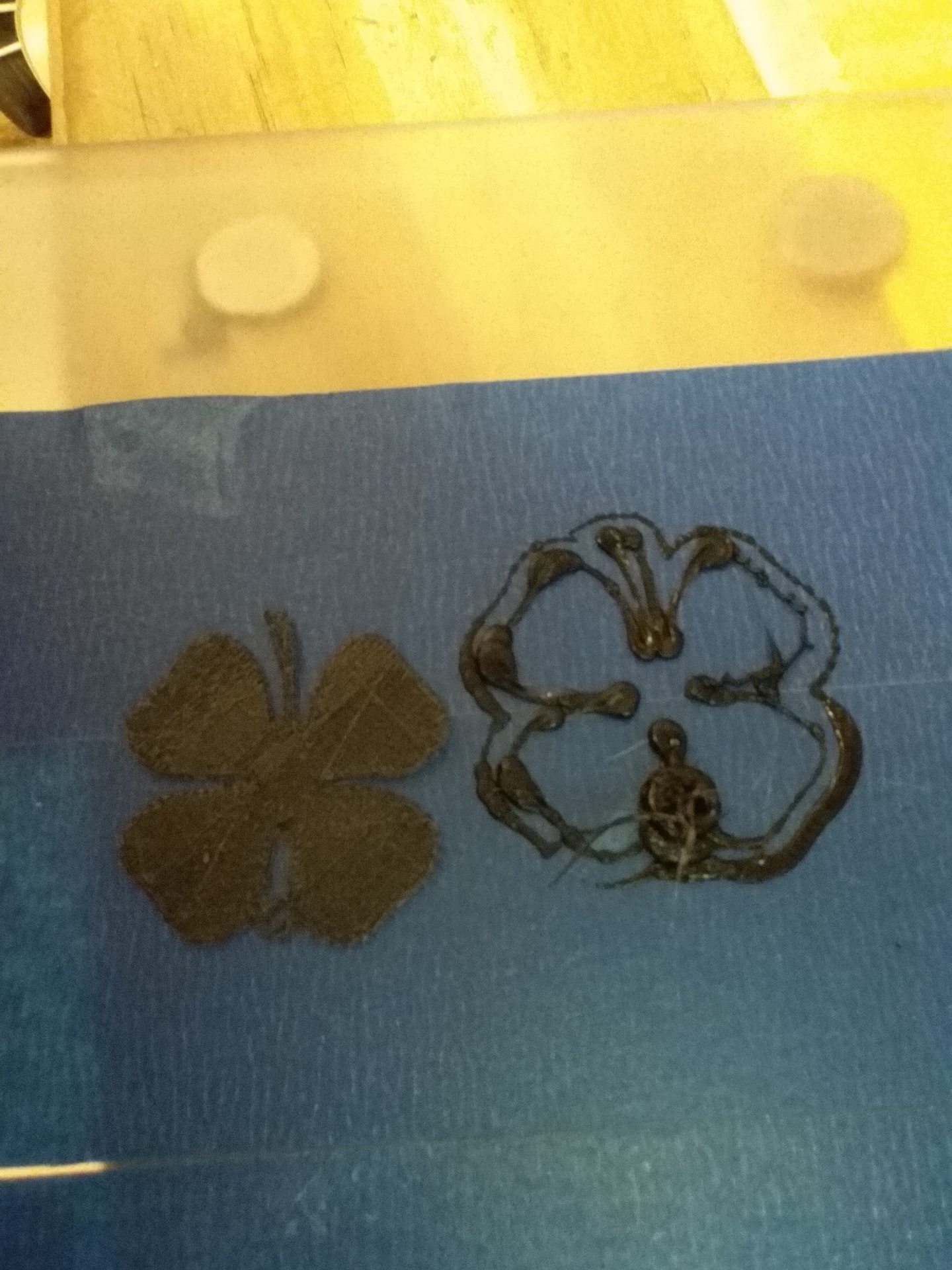
This code sets all temperatures first with M140 and M104 and continues immediately, regardless if the temperature is reached or not. Since you want to have each temperature reached, the same temperatures are set once again, this time with the wait-command (M190 and M109). Saves me about 10 Minutes of waiting per print and I don´t have to tinker around with the manual temperature settings in Octo-Print.

 )
)